
Heading
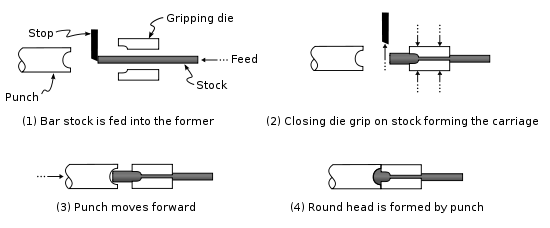
This initial process is a cold forging process (called "heading") used to produce a near net shape work billet. An important consideration in heading is the tendency for the bar to buckle if its unsupported length to diameter ratio is too high. This ratio usually is limited to less than 3:1 but with appropriate dies, it can be higher. Therefore, heading is the most likely production method because bolts have a large head-to-shank ratio, they are longer than 1½ times their diameter, bolts have multiple diameters and finally require a geometrical shape (i.e. the rounded head).Furthermore, this production method is probably used because cold heading has a very high production rate, and produces virtually no waste material. The process works as follows: the bar stock is fed into a machine, called a "former". The bar stock is stopped, and then gripped by a gripping die. The gripping die is shaped in such a way that it forms a carriage along the neck of the stock when its full gripping force is applied. An indented punch, the shape of a rounded head, will then proceed to move forward, colliding with the stock and causing the metal to flow at right angles to the ram force provided by the punch, increasing the diameter of the work billet, and reducing its overall length, thus forming a "rounded" head. The work billet is then sheared to the desired length.
Thread rolling
The next process applied to the bottom of the work billet (the side without the head) is a bulk deformation process known as "thread rolling". This type of cold-forming process is used because cylindrical parts (such as the remaining round part of the bolt) can easily have thread applied by rolling the work billet through two dies. The thread rolling process is usually chosen over machining because thread rolling provides higher production rates, more effective material usage, stronger thread due to work hardening, and finally better fatigue resistance because the work billet undergoes compressive stresses during the rolling process.Blackening and galvanization
The final process induced on the now almost complete bolt is the application of an anti-corrosive layer, to stop oxidation. The usual process is called "blackening"; an alternative is galvanization. Either process chemically or physically coats the surface of ferrous metals, creating a strong barrier against humidity and corrosion. There are two types of blackening processes:- hot blackening
- cold blackening.
- blackening can be done in large batches (ideal for small bolts)
- zero dimensional impact (the blacking process creates a layer about a micrometre thick)
- it is far cheaper than similar corrosion protection systems, such as paint and electroplating